



 扫一扫
扫一扫
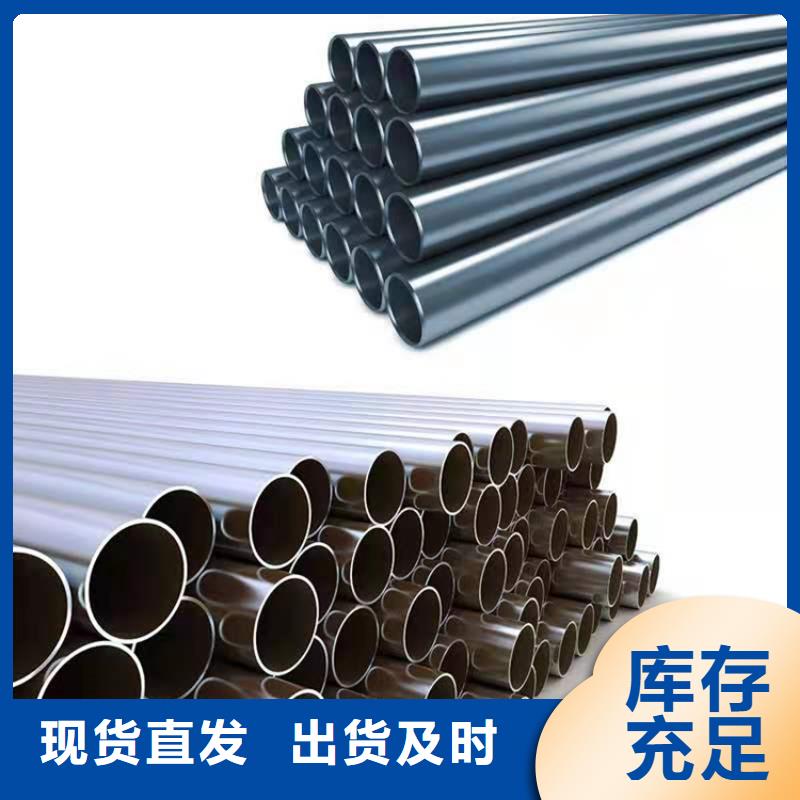
哈曼金属材料(常州市溧阳市分公司)专注于 红锈钢板幕墙的生产、销售。伴随着行业技术的不断革新与应用发展,公司始终走在行业前端,以市场为导向,为客户创造价值,经过多年发展公司现拥有完善的仓储服务保障体系,可做规格齐全,常备库存,现货直发,现场指导,满足全国客户需求。


哈氏合金B-3合金的焊接性能良好,除了气焊和大线能量的埋弧焊外,可使用GTAW手工填丝钨极氩弧焊( ),及GMAW熔化极气体保护焊、SMAW手工电弧焊(这两种由于焊渣和飞溅,影响腐蚀性能,一般不用于接触介质侧的焊接),另外,由于B-3硬度高,无法制作药芯焊丝,难以采用FCAW药芯焊丝电弧焊。
此外,由于焊接时熔融的金属流动性差,B-3坡口角度应比不锈钢大。
四、另外,还有几个要点:
1 哈氏合金B-3焊缝的无损检测应采用射线RT和渗透PT,而不使用超声UT和磁粉MT。
2 根据JB/T 4756标准释义,因为镍基合金韧性好,冲击试样有时冲不断,一般没有必要将冲击功作为材料验收指标。
3 根据JB/T 4756标准释义,哈氏合金B在焊后状态有较高的晶间腐蚀敏感性,在晶间腐蚀能力较强的介质中只能在固溶状态下使用,不宜在焊后状态使用。B-2、B-3、B-4在B的基础上,进一步降低碳、硅、铁的含量,有更好的抗晶间腐蚀及应力腐蚀能力,许多条件下,可以在焊后状态使用。
4 根据文献[6],哈氏B-3合金具有两个晶间腐蚀敏化区和一个中温β相变区,虽其相变时间相比B-2有所延长但仍需严格控制促进β相相变的因素,如焊接残余应力,冷、热成型时材料中存在的内应力等



C-276合金和普通奥氏体不锈钢有相似的成形性能。但由于其比普通奥氏体不锈钢的强度要大,所以,在冷成形加工过程中会有更大应力。此外,这种材料的加工硬化速度比普通不锈钢快得多,因此在有广泛冷成形加工过程中,要采取中途退火处理。
C-276合金的焊接性能和普通奥氏体不锈钢相似,在使用一种焊接方法对C-276焊接之前,必须要采取措施以使焊缝及热影响区的抗腐蚀性能下降小,如钨极气体保护焊(GTAW)、金属极气体保护焊(GMAW)、埋弧焊或其他一些可以使焊缝及热影响区抗腐蚀性能下降小的焊接方法。但对于诸如氧炔焊等有可能增加材料焊缝及热影响区含碳量或含硅量的焊接方法是不适合采用的。
关于焊接接头形式的选择,可以参照ASME锅炉与压力容器规范对C-276焊接接头的成功经验。
焊接坡口 采用机械加工的方法,但是机械加工会带来加工硬化,所以对机械加工的坡口处进行焊接前打磨是必要的。
哈氏合金





技术支持:s797.com